Field Evidence — Nigeria
Field observations in Nigeria demonstrated operational behaviour relevant to hydrocarbon-rich sludge mobilization and separation.
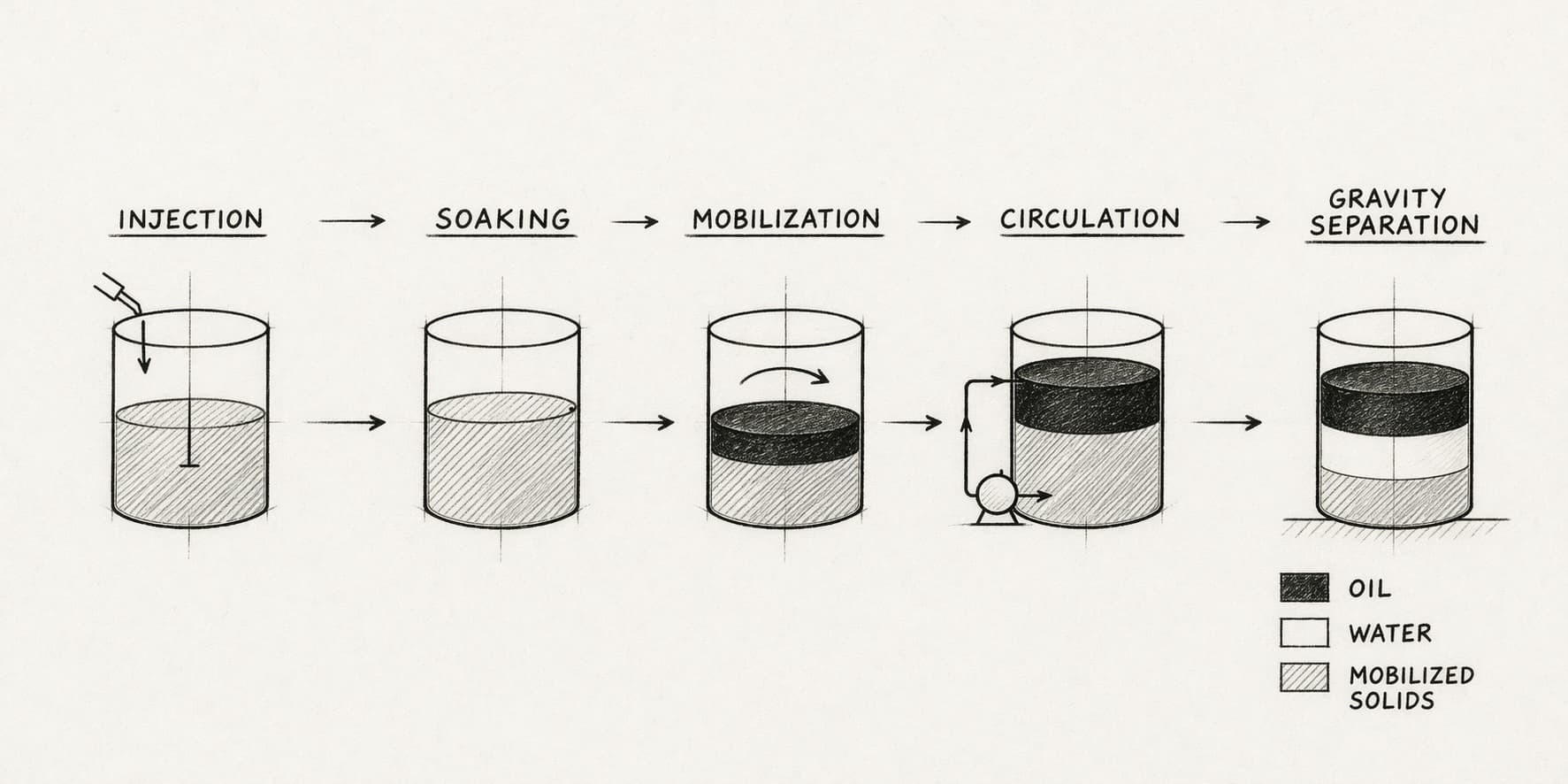
Observed behaviour included:
- Sludge mobilization
- Improved pumpability
- Visible hydrocarbon release
- Visible hydrocarbon recovery
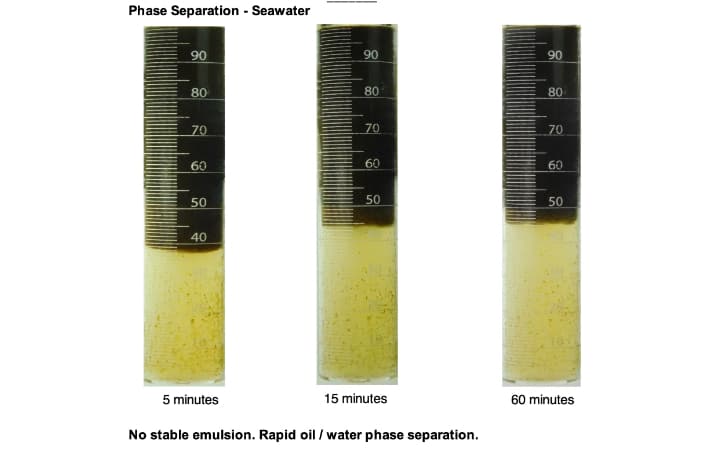
- Oil, water and solids separation after circulation shutdown
The Nigerian field evidence supports the operational application of SOLVEX® in sludge-handling and hydrocarbon-recovery environments.
Detailed supporting reports are available for qualified technical review.